Industry 4.0 is the name for a collective of exciting emerging new technologies that are changing the face of manufacturing. The global market for these technologies is expected to reach $214 billion by 2013, according to research from MarketLinker.
Here are a few of the trends that are shaping the future of our most important industry.
Industry 4.0 Trends
Cloud Computing
Cloud computing has been a hot topic for the last several years, but many people considered it a method for off-loading routine tasks from an over-burdened IT department. However, as the number of connected devices and processes grows, cloud computing is emerging as the best way to right-size IT infrastructure.

Rather than purchase onsite servers with sufficient capacity to support peak demands, companies can opt to operate in the cloud and not worry about capacity at all. Cloud providers have enough capacity to support their customers because they are better able to spread peak workloads.
In addition, cloud computing has become more attractive to companies who need to support a global workforce or who have digital products that offer 24X7 access to customers. Cloud computing simplifies these high-stress applications by making apps and data available from anywhere at any time.
Augmented Reality (AR)
In the not so distant past, manufacturers send out paper drawings, assembly diagrams and work instructions when they issued work to the shop floor. This process is expensive, and it can lead to production errors. Workers tend to mark up their drawings, so they hold on to them for the next time the job comes around. But when the job comes by again, there’s no check to ensure that the drawings are the latest revision. This often leads to expensive scrap or rework.
Augmented reality replaces paper instructions with screens that create interactive views of the surrounding world.
Augmented reality replaces the paper with a screen positioned in the worker’s view. The screen superimposes work instructions on the physical material, so the operator can see right away how the work should be done. This helps ensure that workers use the latest processes and revisions, and can also reinforce training. As a result, productivity and efficiency improvements and costs go down.
3D Printing
In the early days of 3D printing, many people thought it was only good for prototypes and low volume work. Today, with the introduction of new materials and high-speed printers, 3D printing is becoming a mainstay of manufacturing.
The 3D printing process has helped reduce spare parts inventories, freeing up millions of dollars of capital. Companies like Boeing, for example, use 3D printers to print spare parts right at the airport, reducing the time planes spend on the ground and saving the airlines millions of dollars in lost productivity.
3D printing has revolutionized the manufacturing industry by allowing organizations to create incredibly strong but light parts using geometries that were previously impossible to create using traditional manufacturing methods.
Medical and dental applications are replacing the painstaking process of creating custom implants with new 3D printed versions at a fraction of the cost and in a fraction of the time the traditional method takes.
Speeds and material availability are now approaching those of traditional manufacturing methods, making 3D printing a more attractive option even for mid- and high-volume jobs. The ability of 3D printers to create something from nothing is also revolutionizing product designs, resulting in smaller, lighter components and tighter tolerances.
3D printers are no longer constrained by the size of the items either. One company is using 3D printers to create housing modules that can be assembled on site into highly-functional, attractive and cost-effective homes.
Analytics
Fast analytics engines with the ability to crunch vast amounts of disparate data at high speed have revolutionized manufacturing. In the past, by the time the data was analyzed, the opportunity to make corrections had largely passed. Manufacturers made a lot of scrap goods or materials that required rework to meet specs.
Today, analytics engines analyze the data from connected equipment and sound an alert within minutes when processes trend out of spec. This speed enables rapid course corrections, reducing scrap volumes and waste.
Another opportunity that fast analytics support is the ability to make supply chain decisions quickly and accurately. With traditional business intelligence, most decisions were based on guesswork or rules of thumb, and they seldom delivered the optimum result. With fast analytics and easily understood visualizations, workers can make decisions confidently because those decisions are based on real-time information. As a result, they save money, reduce downtime and maintain customer satisfaction.
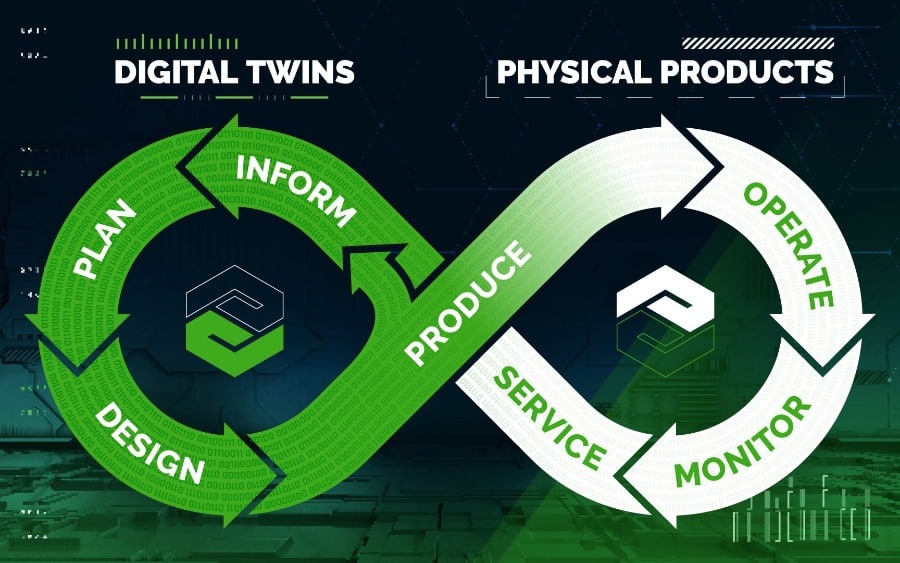
Digital Twins and Modeling
Beating the competition to market with a new product or model is the best way to capture market share and profit—unless the product has flaws. By starting with a digital twin that represents every aspect of the production process (and as part of the larger digital thread), engineers can find ways to reduce process steps and eliminate the possibility of production waste or errors. They can also allow customers to work with digital representations of the product. This helps them understand the way a customer will use the product, enabling better ergonomics and ensuring that the documentation supports customer use cases. Analyzing customers’ virtual interactions also helps determine if the product’s feature set is complete—or too rich. This helps ensure market acceptance at a reduced product cost.
Digital twins help organizations optimize products based on how customers actually use them in the real world.
Connected Equipment
While machinery has been equipped with sensors for many years, the inability to analyze the data quickly with existing intelligence tools meant that the sensors often did little more than count cycles.

Today, industrial equipment and machinery equipped with sensors to monitor process variables and parameters transmit the data to analytics engines for rapid analysis that helps to prevent scrap and improves quality. The information can also be used as an inventory replenishment signal or as a notification of the need for machine maintenance. As a result, connected machinery saves money and helps to prevent unplanned downtime and excess inventory.
Consumer equipment has also been connected. Refrigerators create shopping lists, washing machines call for maintenance, and HVAC systems tell the homeowner when it’s time to change filters or provide maintenance. All of these use cases improve quality of life and help to improve customer satisfaction.
Robots
Robots are taking on more of the manufacturing process. They are especially useful in high-volume precision operations. Human workers have trouble replicating tight tolerances over long periods, and they are subject to repetitive motion injuries—neither of which affect a robot.
Robots also have taken on hazardous activities that are unsafe for people to perform. In some cases, the robot projects an image of the work and the worker guides the robot in performing the activity. In other cases, the robot operates autonomously.
Robots remove the need for humans to work in hazardous conditions, instead they can work with robots to complete dangerous jobs while operating them from afar.
Many manufacturing operations are now performed by “cobots” which are human/machine partnerships. The robotic portion of the team performs the repetitive parts of the process while the human performs the analytical and judgment parts. The result is consistent quality, high-speed production at a lower cost.
Artificial Intelligence
Artificial intelligence has performed routine tasks for some time now, but with machine learning, the technology is poised to increase its scope. Traditionally, artificial intelligence operates from a set of rules that provide guidelines for actions. When exceptions occur, the AI kicks the item out for human interaction.
 Today, AI goes back to review the decision made by the human and uses it to help it create new rules or refinements to existing rules. This increases the number of use cases where the AI can operate independently. Over time, fewer and fewer exceptions occur. The humans are freed from routine and even semi-routine activities to focus on higher-value creative endeavors.
Today, AI goes back to review the decision made by the human and uses it to help it create new rules or refinements to existing rules. This increases the number of use cases where the AI can operate independently. Over time, fewer and fewer exceptions occur. The humans are freed from routine and even semi-routine activities to focus on higher-value creative endeavors.
The Future of Industry 4.0
Each of these technologies is part of the Industry 4.0 toolset, and each is taking a stronger role in manufacturing with each passing day. As these technologies continue to mature, the manufacturing digital transformation will evolve.
At 3HTi, we offer a range of solutions to support the latest in Industry 4.0. If you are interested in learning more about our available services and technology, contact us.